
Ferriot Inc. | Full-Service Engineering and Custom Injected Molded Parts for Ohio and Beyond
Heat staking is one of the many processes used in plastic assembly when at least one of the parts is made from thermoplastic. In most cases, heat staking is the preferred method for joining metal parts to plastics. It is also used to join two dissimilar plastic components.
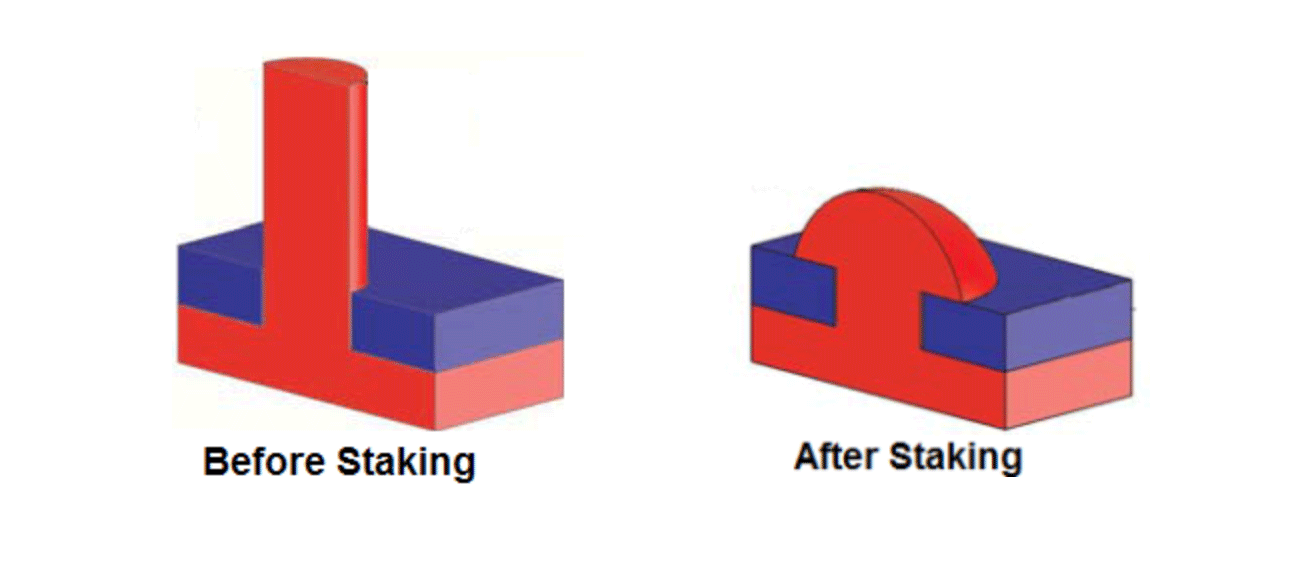
Heat staking process combines the use of heat and pressure, to soften a specific area of the plastic enough to be remolded into a new shape or profile that forms over or around the connecting part. Once cooled, it is the plastic’s strength that holds the mating part in place.
With heat staking, you have a permanent assembly without the use of other fasteners or hardware. Heat staking can also be used to add metal inserts to aid in multi-part assemblies. Heat staking has been found to be a very effective, controllable and repeatable process.
Because heat staking is performed after a part is molded, part assembly considerations need to be taken during product development. Part components need to be designed for the type of assembly that will be used. For heat staking, the plastic part will usually have a boss which is a feature that is raised above the surface. The mating part will have holes that are sized and strategically placed to meet up with the boss during assembly. The bosses will fit into the holes and will allow for heat staking to occur.
There are other fastener-based technologies to hold parts together, but there are many advantages to the heat staking process including:
Heat staking works well with many difficult thermoplastics including the glass-filled plastics used in medical devices, automotive, appliances, telecom, electronics and consumer products.
The heat staking process can be used in a variety of applications including:
The most common resins used in heat staking are:
If you are designing a part that will be joined to another, contact Ferriot to determine if heat staking is the right solution for your project.
Learn more:
Heat staking is a process used in plastic assembly where at least one of the parts is made from thermoplastic. It is commonly used to join metal parts to plastics or to join two dissimilar plastic components. The process involves the application of heat and pressure to soften a specific area of the plastic, which is then remolded into a new shape or profile that forms over or around the connecting part. Once cooled, the plastic’s strength holds the mating part in place, creating a permanent assembly without the need for additional fasteners or hardware.
Ferriot’s experienced engineers are here to guide you through every critical step in your injection molding journey, from concept to completion.